不锈钢钻0.2mm斜孔,用走心机怎么加工?
文章出处:快盈welcome
人气:-发表时间:2023-10-19 15:04:00
不锈钢钻0.2mm斜孔,用走心机怎么加工?

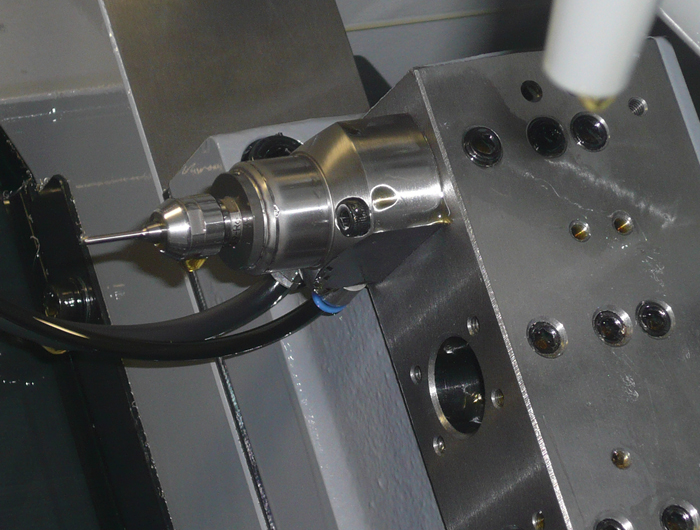
不锈钢钻0.2mm斜孔,用走心机怎么加工?走心机空间相对狭小,建议加装直柄高频铣快盈welcome,且斜孔加工要摆角度,建议加装直柄高频铣,安装固定方便。转速高达8万转,跳动度小,不容易打偏。
.png")
如上图所示,就是春亨工具为走心机打斜孔所定制的治具,加装中西NAKANISHI直柄高频铣BM-320、BM-322、BM-319等都可以,转速60000、80000可选。

快盈welcome直柄高频铣,好处是不带法兰盘,安装固定方便,且有利于设计合适的治具固定。高转速,高精度,体积小,解决了走心机空间狭小的难题,钻0.2mm斜孔也不容易断刀,提高钻孔效率,保证钻孔精度。
下一篇:已经是最后一篇了上一篇: 加工中心铣削骨钉梅花?加装8万转高频铣动力头
此文关键字:不锈钢钻孔 斜孔加工 高频铣


同类文章排行
- 不锈钢钻0.2mm斜孔,用走心机怎么加工?
- 加工中心铣削骨钉梅花?加装8万转高频铣动力头
- 不锈钢高精密内圆研磨,用1.2KW中心出水电主轴
- 汽车塑料外壳铣削,用机械臂怎么加工?
- star走心机挂架加装哪个型号高频铣?
- 深孔槽内去毛刺,用xebec弹性棒型圆盘研磨头
- 汽车缸盖去毛刺,机械臂加装MSIY换刀浮动主轴
- 铸钢合模线去毛刺,机械臂加装MSIY-40浮动主轴
- PE材质0.2mm曲面合模线,用KBS-101砂带研磨机去除
- 加工中心钻500个0.8mm小孔,加装HES510增速刀柄
最新资讯文章
您的浏览历史

